Trapped air in hydraulic systems can adversely impact performance because air is compressible and hydraulic fluid is not. This means that the density and volume of hydraulic fluid remain the same with changes in pressure. The stability of hydraulic fluid in response to pressure changes is demonstrated when an excavator operator moves a directional control valve to open a flow path to an actuator used to move the excavator’s arm. Fluid pressure on the actuator increases and leads to movement. Because the fluid is incompressible, the opening of the directional control valve instantly transmits fluid pressure through the system to the actuator; the result is an immediate and precise movement. When the actuator has completed the desired movement, the operator moves the directional control valve to an off position. This closes the flow path to the actuator, stops fluid flow and pressure, and causes the actuator movement to stop immediately. There is instant, accurate, and precise movement and efficient use of energy.
Companies today are highly focused on achieving streamlined processes, system efficiencies, increased productivity, and cost reduction. It is with these goals in mind that the new Lee Air Bleed Orifices and Vent Valves were developed.
When air is present in a hydraulic system, the desired instant system reaction is slowed and results in a slower actuator response or a “spongy feel.” This is due to the compressible nature of the trapped air.
The air contained in a system is alternately compressed and decompressed as the actuator is cycled. When the operator opens the directional control valve, the pocket of air must be compressed before the fluid can initiate actuator movement. This delay in movement leads to slower system response. When the operator closes the directional control valve, the pocket of compressed air expands and continues to move fluid. The result is a continued movement of the actuator and the movement of fluid back to the sump. The redirected and therefore unutilized fluid, and the continuous compression and decompression of the air, result in wasted energy and inefficient system performance. In addition, the continued movement of the actuator could become a safety concern if the operator is unable to predict and control the motion to avoid an unintended impact.
Air pockets can also interfere with system startup/priming and may cause NVH (noise, vibration, and harness) problems. This occurrence, coupled with wasted energy and system inefficiencies, can result in customer complaints and overall customer dissatisfaction.
There are two prevalent examples of air found in hydraulic systems: trapped air and dissolved or entrained air. Trapped air inside a fluidic system is typically an air pocket that is difficult to flush out or remove. It can occur during an initial green run (following new production), after system maintenance, or during a key-off event (such as system shutdown); it can also accumulate over time during system operation. Dissolved or entrained air consists of small air bubbles suspended or contained in a fluid; the entrained air bubbles flow through the system in the hydraulic fluid. When the system is stopped, the air can migrate upwards and collect in system passages, creating additional pockets of trapped air.
Use the Lee Product Finder to explore vent valves by type, mounting configuration, diameter, and performance requirements.
Hand bleeding the system results in job site downtime and reductions in productivity. If the air pocket reoccurs over relatively short periods of time, the user is forced to increase maintenance frequency; this further increase costs and reduces productivity.
The drilled hole method aims to machine the smallest diameter hole inside the housing that may be reliably and economically fabricated—about 0.5 mm (0.020 of an inch). The intent is to allow the trapped air to escape back to the sump and minimize the amount of fluid that flows out of the system. However, there remains a constant fluid flow that results in significant hydraulic losses, inefficient system performance, and wasted energy. The larger the size of the hole, the greater the amount of wasted energy.
To compensate for these hydraulic losses, customers may need to run their pumps at higher speeds, thus consuming more energy. Alternatively, they can install a larger pump, but that will also consume more energy and add size and weight to the system. In some systems, there are multiple areas where trapped air accumulates. This requires additional drilled holes and results in increased inefficiencies. Customers may also attempt to machine holes of even smaller diameter, but this can result in frequent tool breakages during the manufacturing process. Machining smaller holes would necessitate reductions in tool feed and speed rates to compensate and would in turn increase fabrication costs.
The Air Bleed Orifice contains a small precision flow orifice with an integral safety screen for contamination protection. The orifice allows trapped air to escape back to the sump and is small enough to restrict most hydraulic fluid from passing; this minimizes continuous system losses. Typically, these orifices are installed in high spots where small air pockets can form during system operation. They are also used in spots where the air is difficult to remove during the initial evacuation and fill process after manufacturing.
The Air Bleed Orifice offers significant improvement in reducing wasted energy and flow: reductions of up to 99% less hydraulic loss as compared to the traditional methods.
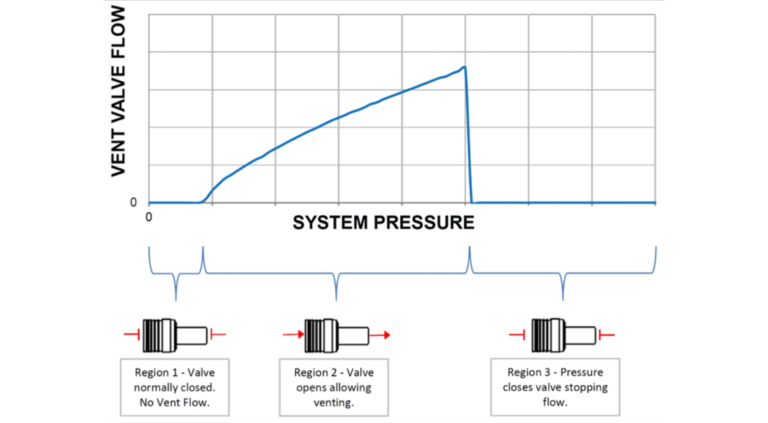
The Vent Valve is a normally closed valve that prohibits air from being drawn back into a hydraulic system while the system is shut down. During startup, the system pressure increases and opens the Vent Valve, allowing trapped air to start venting. As the system approaches its operating pressure, the valve closes, shuts off the flow, and eliminates further hydraulic loss (see graph below). Vent Valves are normally used in areas where the customer needs to remove larger amounts of trapped air.
The Air Bleed Orifice and the Vent Valve help designers to improve system performance by providing efficient and controlled hydraulic power to do work while minimizing the energy used.
Always verify flow calculations by experiment.
*There are many parameters to consider when determining V-Factor. Click here for more information.





