Propellant supply plays a significant role in a satellite’s operational life. Optimizing satellite design for longevity is a critical step before any mission. A high-performing isolation valve can help conserve charged pressure and extend the life of a satellite by creating an active barrier between the tank and the rest of the feed system.
Satellite systems require high pressure tanks to store propellant and use it as needed. For those using a gas, pressure in the tank decreases with each use. The tank must be reliably sealed throughout the pressure range when the propellant is not used. The amount of propellant in the tank represents the life of the satellite. If the tank leaks, the satellite will soon be dead in space. Whether propelled by chemical or electrical means, satellites must compensate for the expected fluid loss due to leakage by increasing the volume carried into orbit. Ordinarily, this would require larger or higher-pressure tanks.
| Propulsion Systems | |
| Chemical Propulsion Systems | Cold-Gas, Warm-Gas, Monopropellant, and Bipropellant Systems. |
| Electric and Ion-Propulsion Systems | Hall Effect, Electrothermal, Grided Ion, RF, Electrospray, and FEEP. |
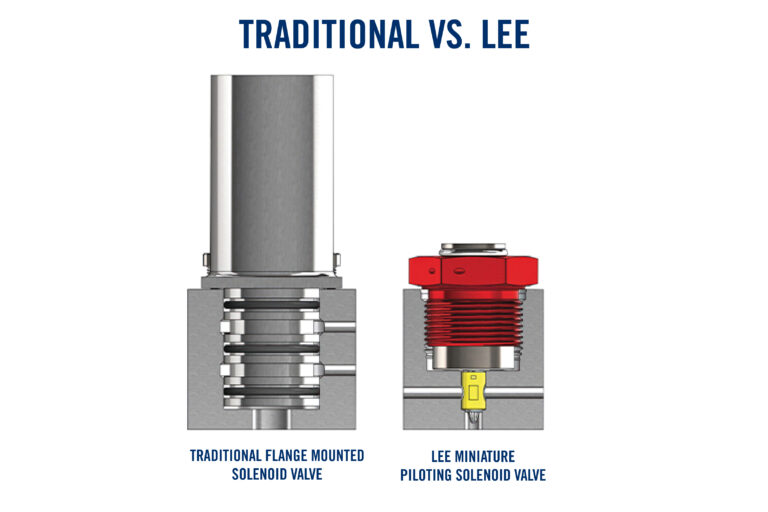
As higher pressures require thicker walls, traditional solutions may add considerable weight to the system, thereby increasing launch costs overall. If launch costs are capped, the mission life must be de-rated to account for any leakage that may occur throughout the life of the satellite. A better solution is to use a small, reliable isolation valve with minimal leakage to act as a barrier between the tank and the rest of the system until flow is desired.
Whether intended to operate in low earth (LEO), middle earth (MEO), or global earth orbit (GEO), the most volatile moment in the life of a satellite occurs before it is even turned on. A satellite experiences very high gravitational forces due to vibration during launch. While all components of the satellite must be able to survive these extreme conditions in order to perform their intended functions, an isolation valve—what could in this case be functionally called a barrier valve—must overcome an additional hurdle: staying closed.
The isolation valve is a critical component within a satellite that is designed to remain closed even in the most severe environments. A common application for this type of valve is in the gas feed system for Hall-effect thrusters (HET), which utilize propellants such as xenon and krypton to guide the satellite to orbit. Once there, any failure by the propulsion system could disable the satellite or greatly reduce its mission. A reliable, lightweight, and reusable isolation valve can be utilized as a barrier or isolation valve to mitigate such failures.
When selecting an isolation valve, an engineer must consider typical specifications such as flow capacity, temperature, and whether redundant coils are needed for added reliability within their system. For isolation valves used within satellite applications, the following factors should also be examined to account for unique environmental challenges:
The Lee Company’s Solenoid Operated Pneumatic Isolation Valves feature a polyimide shaft tip to ensure a leak tight seal as tight as 1×10-6 standard cubic centimeters per second (sccs) on Helium. These pneumatic isolation valves draw upon the design elements of The Lee Company’s field-tested line of piloting solenoid valves, historically recognized for their use within aircraft, weapon, launch vehicle, and satellite systems.
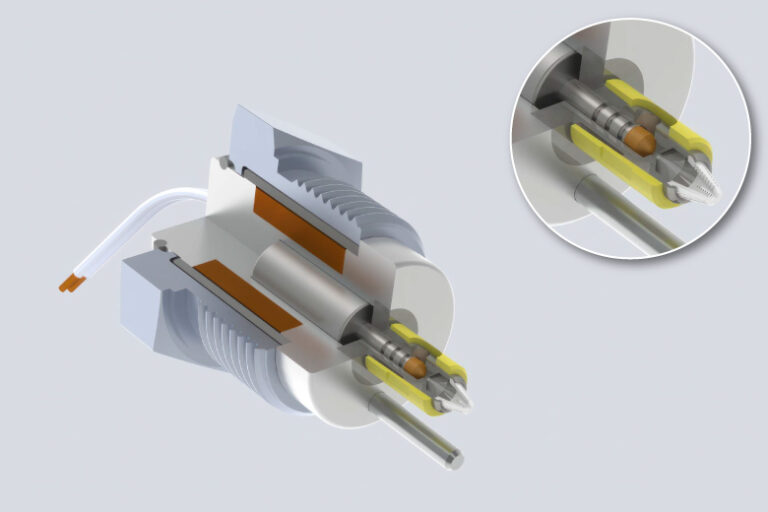
Lightweight and efficient, the smallest package weighs less than 0.14 lbs (2.24 oz). Utilizing a direct acting design that does not require pressure assistance to open, the valve flows up to 200 SLPM of air at 200 psi differential (3000 psia tank pressure). The 60-Ohm solenoid coil requires less than 4.2 watts to open the valve.
The Lee MultiSeal® radically simplifies port layout of these valves, providing reduced machining costs and superior reliability over traditional sealing methods. The space and weight savings directly translate to reduced fuel costs. Low power requirements, wide operating temperature and pressure ranges, and material compatibility have made this configuration the ideal solution for a wide range satellite systems.
Features readily available for your testing:
Our global sales force of technical sales engineers is available to provide fast, accurate customer assistance and help you find the best solution for your fluid control challenge.
ESSENTIAL COMPONENTS FOR PROPULSION
Always verify flow calculations by experiment.
*There are many parameters to consider when determining V-Factor. Click here for more information.





