Variable volume pumps, also known as precision dispense pumps, are a positive displacement pump that operates by retracting a piston to aspirate a fluid and then extending the piston to dispense that fluid. When the piston is at the home position, the motor must be reversed to aspirate fluid. The amount of fluid aspirated depends on the number of steps made by the motor.
The number of steps required to aspirate or dispense a specific volume of fluid varies and can be calculated using information from the Lee inspection reference drawing for the pump.
Example:
# of Steps = Volume Needed / Volume Per Step
| 250 μL Pump | 1000 μL Pump |
| Volume needed: 250 μL
Volume per full step: 0.2 μL (Reference Drawing) # of Steps = 250 μL / 0.2 μL = 1250 full steps |
Volume needed: 250 μL
Volume per full step: 0.5 μL (Reference Drawing) # of Steps = 250 μL / 0.5 μL = 500 full steps |
To dispense, reverse the direction and command the motor to move the same number of steps. It is important to ensure that you do not exceed the dispense volume of the pump, or damage to the pump may occur.
Time must be allocated to refill the pump in between dispenses. Maximum refill speeds will vary depending on the system requirements. Refill speeds may be faster than dispense speeds in situations where a slow continuous dispense is required. When the maximum dispense rate is required, the refill or aspirate phase of the cycle will require at least as much time as the dispense cycle. Slow aspiration speeds may be needed to prevent cavitation due to fluid and system conditions such as long inlet tube lengths, high inlet restrictions, high viscosity, or low vapor pressure.
Use the Lee Product Finder to explore pumps by configuration, porting, actuation type, and performance requirements.
The maximum dispense rate is a combination of acceleration, constant rate, and deceleration. This dispense rate can be sustained for a short period of time before the piston reaches the end of its stroke and the pump needs to be refilled. Attempting to refill the pump too quickly can result in a significant pressure drop, releasing entrained gas from the fluid. The resulting bubbles will have a detrimental effect on the dispense accuracy and coefficient of variation (CV).
The minimum dispense rate will be dependent on the pump’s size and drive characteristics, as well as the system’s fluidic design. Dispense rates can be reduced using microstepping. In non-contact dispensing, the nozzle tip and system design will impact the volume dispensed. Other factors, such as dispense methodology and stability of pressure can also have an impact.
Stepper motor-driven pumps are a very useful variable volume pump if they’re designed with an important feature—backlash minimization.
Backlash is defined as the small amount of movement that occurs between the engagement of mechanical threads. In stepper motor-driven pumps, this movement typically occurs in the lead screw and is an issue when changing direction between aspirating and dispensing. Major issues with backlash in these pumps can cause directional inaccuracies and even damage to the pump itself.
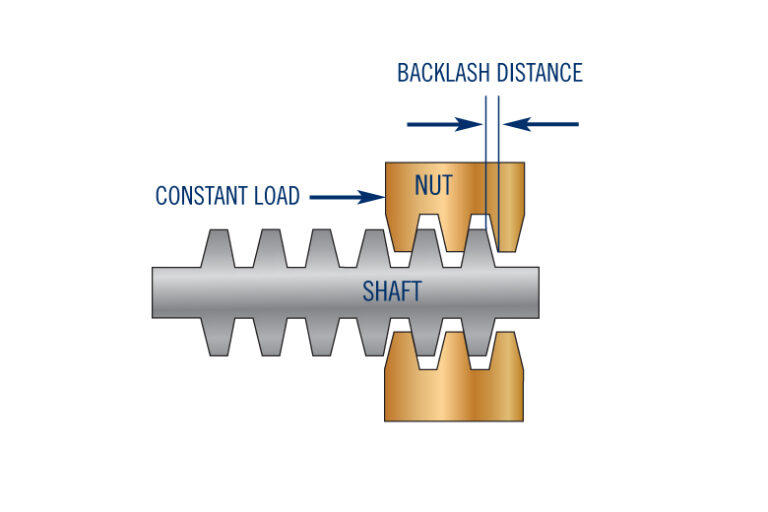
Backlash can be minimized but not eliminated. Clearance is intentionally left between the drive nut and lead screw to allow for smooth rotation. Zero clearance between the lead screw threads and drive nut would result in no backlash; however, an extremely tight fit would lead to seizing, preventing movement. When the travel direction reverses, the nut must rotate several degrees before the surfaces re-engage. This can result in a lower than intended dispense volume.
Stepper motor-driven pumps made by The Lee Company include backlash in the accuracy and precision (CV) ratings. Tighter specifications can be achieved by compensating for backlash. The number of motor steps required to re-engage the mechanical threads of the lead screw after changing direction will vary from model to model.
Backlash can impact pump accuracy beyond the tolerance of your system. In cases where higher accuracy or repeated direction changes (dispense/aspirate) occur, additional backlash compensation is required.
There are two methods for compensating for backlash: mechanically and through software.
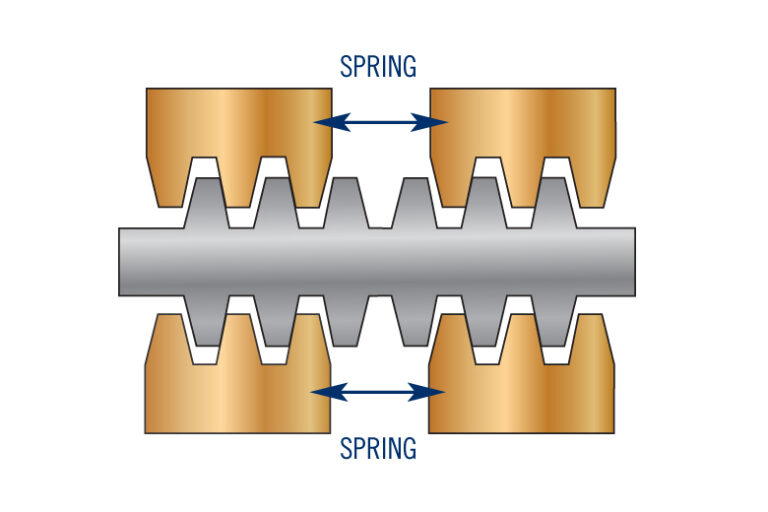
A spring-loaded, dual-nut configuration can be used to mechanically compensate for backlash. This dual action anti-backlash device, shown on the right, engages both surfaces of the lead screw at once. When the travel direction reverses, the number of backlash steps is reduced to nearly zero. A backlash compensation module can account for wear of the lead screw in long-life applications. Most high-performance models of our variable volume pumps include mechanical anti-backlash compensation.
In the absence of mechanical compensation, backlash can be mitigated with software. System designers will often incorporate software compensation into their subroutines, improving the performance of an actuator or pump. Software compensation involves moving a predetermined number of steps after a direction change and dispensing any liquid to waste, ensuring that the drive nut and lead screw are engaged before making a critical dispense.
Minimizing backlash helps to ensure that your stepper motor-driven pumps continue to operate as intended and with minimal maintenance.
Partner with The Lee Company and get much more than just a supplier of top-quality fluid control products. Our reliable technical support team is available every step of the way to help you find solutions, maximize productivity, and drive efficiency across your operations. Check out these resources tailored to your industry to learn more.
Our global sales force of technical sales engineers is available to provide fast, accurate customer assistance and help you find the best solution for your fluid control challenge.
Always verify flow calculations by experiment.
*There are many parameters to consider when determining V-Factor. Click here for more information.






