A leading turbojet engine manufacturer faced a significant challenge: their existing fuel pump required constant recalibration to compensate for changes in altitude, temperature, and speed. This complexity created operational risk and tied up valuable engineering resources. They needed a fuel pump they could set and forget – one that could handle unpredictable mission profiles without adjustment and remain dependable from start to finish.
In this case study, we’ll examine how our radial piston pump technology helped this customer overcome key performance challenges in their microturbine engine. Building on enhancements to our field-proven offerings, Lee engineers translated mission requirements into practical, performance-driven optimizations tailored to the customer’s needs.
The result? A reliable pump solution that puts control back in your hands.
Our customer designs microturbine engines for unmanned aerial systems and tactical missiles – expendable platforms that face extreme conditions with zero room for error. Their platform is designed to be as small and cost-efficient as possible.
No redundancy. No maintenance windows.
Each engine has two critical components that spin: the turbine and the fuel pump that feeds it. If one of these elements fail, the entire system stops.
Defense organizations – the end users our customer serves – demand engines that perform across radically different flight envelopes. Throughout these extremes, fuel delivery must stay precise and unaffected by temperature swings, altitude changes, or abrupt maneuvers. For our customer, the fuel pump is every bit as important as the engine, working together to deliver reliable performance when it matters most.
Picture a fighter jet cruising at 40,000 feet. An array of tactical missiles hangs from its wings, exposed to the frigid temperatures of high altitude. From a safe distance, the jet launches a tactical missile that ignites from a cold windmill start. Moments later, the missile locks onto its target and executes a high speed dive.
Each action requires the pump to perform reliably through wildly changing environmental conditions without any variation in fuel flow.
The incumbent pump solution created significant operational challenges for this customer. It required engineers to meticulously map every environmental condition the engine would encounter – cataloging altitude ranges, temperature variations, and pressure changes – then manually calibrate the fuel schedule to match each point in the flight envelope. Adding another layer of complexity, the customer also had to calibrate each pump individually and predict how pump performance would change unit-to-unit under those same environmental conditions.
This approach introduced errors at two critical stages. During manufacturing, the requirement for individual pump calibration drove up cost and extended production timelines. During flight, pump performance often deviated from expected parameters as conditions changed, compromising fuel flow consistency. The system’s controls had to adjust the pump continually to compensate. This constant need for recalibration added complexity and uncertainty to an already demanding process.
The customer wanted a pump that would maintain consistent flow performance without ever needing to be adjusted. They needed a solution that they could directly control – one that would eliminate any variation throughout the mission.
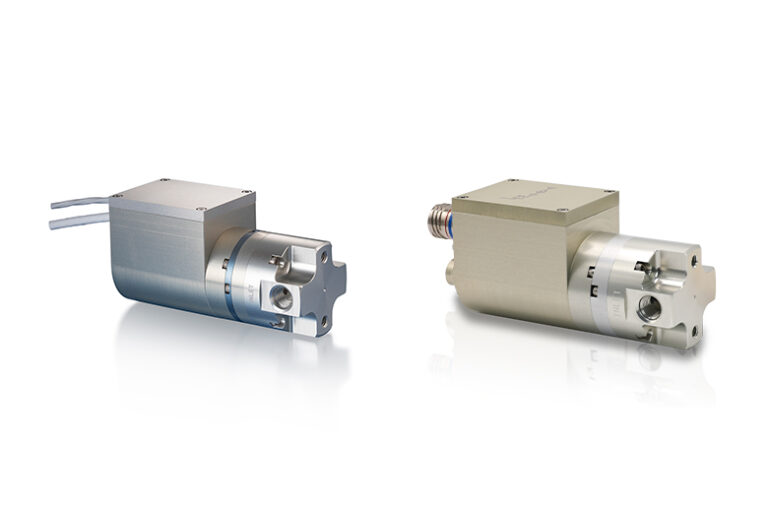
Working together with The Lee Company, the customer determined that our 200 Series Pump family significantly outperformed their current solution. The testing was initiated by the customer’s end-user, who subjected these radial piston pumps to rigorous environmental and altitude testing conditions.
When we visited the customer’s facility in late 2023, we learned that they were preparing for a significant new application for their end user and wanted to better understand our capabilities. This timing proved fortuitous, as we’d already been in the process of making performance improvements to our 200 Series Pump offerings.
During that visit, we gained a clear understanding into the customer’s specific system conditions and flow requirements. We analyzed these parameters, identified the required performance needs, and provided immediate feedback on the feasibility of the proposed design adjustments. Because of prior development work to our radial piston pump technology, we could confidently commit to their specifications, knowing we had the technical foundation to deliver.
Key Technical Enhancements
Several key improvements made to our 200 Series Hi Output Pump were instrumental in meeting the customer’s specific needs for this application. These enhancements included:
Conventional internal gear fuel pumps often require extensive mapping and recalibration for each mission profile. The 200 Series Pump family eliminates this complexity. These pumps respond directly to voltage input, ensuring consistent fuel delivery across variations in altitude, temperature, and speed.
Where traditional systems are susceptible to environmental variability and cumulative error, our 200 Series family of precision metering radial piston pumps gives operators direct, predictable control over fuel flow. The result: a family of pumps to support any mission.
Key design and functional highlights of these pumps include:
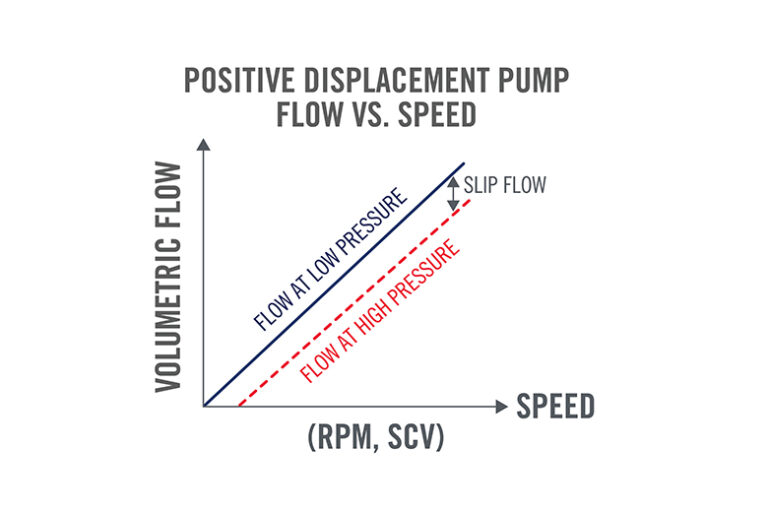
All positive displacement pumps operate on the same basic principle: each revolution displaces an exact, known flow. Ideally, flow output would scale linearly with pump speed. This predictable relationship makes positive displacement pumps well-suited for fuel metering applications.
In practice, however, positive displacement pumps experience slip flow as system pressure increases. This reduces actual output flow from the expected speed of the pump. Slip flow is also influenced by fuel viscosity, introducing additional variation and flow metering error as temperatures change. Minimizing slip flow across all conditions is critical when selecting a fuel metering pump.
 Different pump architectures address this challenge in varying ways. Radial piston pumps typically exhibit less slip flow than internal gear pumps at comparable operating points, but they are often considered more difficult to miniaturize.
Different pump architectures address this challenge in varying ways. Radial piston pumps typically exhibit less slip flow than internal gear pumps at comparable operating points, but they are often considered more difficult to miniaturize.
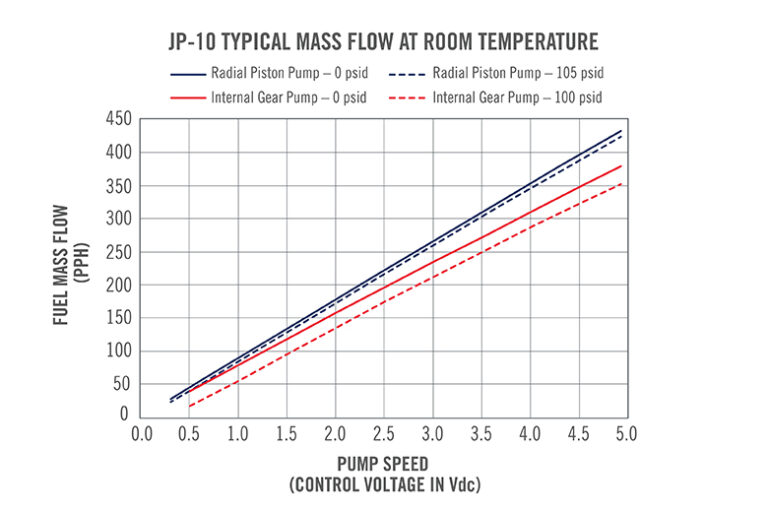
The 200 Series Hi Output Pump outperformed the incumbent internal gear pump in several critical areas. Total flow capability was increased and slip flow was significantly reduced. When comparing actual flow at each point to the expected ideal flow for each pump type, improvements in metering performance are easily seen.

For our customer, this meant gaining precise, repeatable control of their fuel pump – ensuring dependable performance throughout any mission. Time and effort once spent on fuel system adjustments and pump-to-pump variation, could now be redirected to other priorities. Most importantly, they gained confidence. Environmental factors that once introduced uncertainty and potential failure modes were eliminated, reducing technical risks while expanding actual system capabilities beyond previous specifications.
The customer found a collaborative partnership with The Lee Company, one built on accessible technical expertise and hands-on support. Working directly with our sales and design engineers, they received tailored guidance that addressed the specific details of their application. Questions didn’t lead to generic responses or data sheets – instead, the customer received project-specific answers and site visits where technical requirements could be explored in depth. This level of engagement made a real difference. Lee engineers were readily available and genuinely invested in making the application succeed.
Our collaboration also tackled a key priority for the customer: scalability. They anticipate significant growth in demand over the coming years – potentially reaching thousands, even tens of thousands of units annually. Concerned that their current supplier might struggle to keep pace, they needed a partner with proven manufacturing capacity. With a strong history of scaling from prototype to high volume production and our broad catalog of fluid control components, we provided the customer with the assurance they needed that growth would never mean compromise.
The Lee Company is extremely proud to play a part in this customer’s mission and look forward to continuing our partnership. Our pump is now standard across their larger engines. We’re also exploring opportunities to support their smaller engines and looking at additional ways we can help across their evolving portfolio.
As customers face increasingly complex requirements, our approach remains the same: listen closely, then find solutions that simplify rather than complicate. We’re committed to continuous innovation to help you achieve more in your systems – whether that means providing pumps for critical applications, for last-chance contamination control, valves for various operations, or a complete package that brings all these elements together.
Mission-critical systems don’t tolerate compromise – and neither should your fluid control component supplier.
At The Lee Company, we provide solutions that give you the freedom to innovate without compromise. It’s likely that we already have the precise flow control solution you need. If not, our engineers can modify our COTS components to meet your specific mission requirements without significantly increasing costs or lead times.
Lee engineers specialize in working with customers on an engineer-to-engineer level to navigate design and material complexities with confidence. Our global presence allows us to provide local and accessible technical support to our customers, streamlining product development and innovation. Lee components are 100% functionally tested to guarantee performance throughout the life of the systems they are installed in. This helps us deliver the engineering expertise and flexibility you need – so you can focus on advancing mission-critical innovation.
Let’s build something exceptional together. Connect with a Lee Sales Engineer today to discuss your application.
Always verify flow calculations by experiment.
*There are many parameters to consider when determining V-Factor. Click here for more information.





